Cum sunt create fișierele?
Conținut
| Principiul de bază al confecționării pilelor este tăierea dinților într-o bandă de metal pentru a produce o unealtă brută care poate abraza materialul de pe o suprafață mai moale. |
 | Deși fișierele au fost produse manual de sute de ani, acum ele pot fi produse în serie folosind mașini. Orice proces urmează metoda descrisă mai jos. |
Creați un gol | |
 | Primul pas în procesul de realizare a unui fișier este de a crea o bandă de metal care se potrivește aproximativ cu forma și dimensiunea fișierului finit. Aceasta se numește „gol”. |
 | Pentru a obține acest rezultat, oțelul poate fi forjat, topit și turnat într-o matriță pentru a se solidifica, sau stors între două role grele și apoi tăiat la forma dorită. |
Recoacere pile | |
 | Recoacerea este un proces în care oțelul este înmuiat pentru a fi mai ușor de lucrat. |
 | Piesa goală este încălzită până când devine roșu închis și apoi lăsată să se răcească la temperatura camerei. |
 | Deoarece încălzirea unei piese metalice poate duce la deformarea acesteia, după răcire este măcinată sau tăiată la forma dorită. |
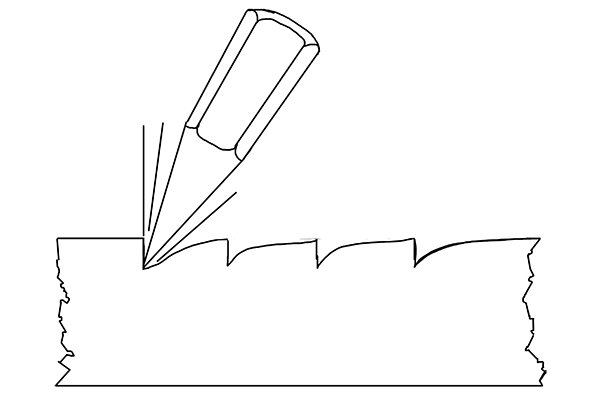
Tăierea dinților cu o pila | |
 | În această etapă, dinții sunt tăiați în pilă la intervale regulate folosind o daltă. |
 | Unghiul dinților este de obicei în jur de 40-55 de grade față de suprafața pilei, în funcție de tipul de model care este tăiat în pilă. Acest colț se numește „colțul din față” al fișierului. Pentru mai multe informații, consultați Ce este o tăiere a fișierului? |
 | Dacă unghiul dinților este prea îngust, este mai probabil ca aceștia să se blocheze pe suprafața piesei de prelucrat. Dacă unghiul este prea mare, este mai probabil ca acestea să se rupă și să se desprindă de corpul fișierului. |
 | Unele pile pot fi realizate cu un unghi de greblare negativ, ceea ce înseamnă că dinții sunt îndreptați de fapt departe de piesa de prelucrat, mai degrabă decât spre ea. În acest caz, dinții nu taie materialul, ci îl răzuiesc pe suprafață, răzuind orice umflături neregulate (protuberi) și apăsând materialul tăiat în orice adâncituri mici (scăderi). |
 | Aceste pile sunt de obicei tăiate cu dinți fini și sunt folosite pentru a produce o suprafață foarte netedă. |
 | Tăiere cu raspDinții de rasp sunt realizați folosind un pumn triunghiular care taie fiecare dinte individual. Pentru mai multe informații despre râpă vezi: Ce este un rasp? |
Întărirea fișierului | |
 | Odată tăiați dinții, pila trebuie călită sau călită astfel încât să poată tăia alte materiale fără deteriorare. |
 | Fișierul se încălzește din nou. |
 | Odată ce atinge temperatura dorită, se scufundă într-o baie mare de saramură și se răcește rapid. |
 | Această răcire rapidă face ca granulele din structura moleculară a oțelului să devină mai fine, făcându-l mai dur și oferindu-i o rezistență mai mare la tracțiune. |
 | Acest proces se repetă de mai multe ori pentru a se asigura că oțelul este suficient de dur pentru a fi folosit ca abraziv. |
Înmuierea mirosurilor | |
 | Un efect secundar al procesului de călire este că poate face oțelul fragil, făcându-l mai probabil să se forfeze sau să se rupă la cădere. |
 | Deoarece tija pilei este mai subțire decât restul corpului, acesta este un potențial punct slab. |
 | Astfel, după ce restul tratamentului termic este complet, tija este reîncălzită și lăsată să se răcească la temperatura camerei. Acest lucru înmoaie din nou tija, făcând-o mai puțin fragilă și mai rezistentă la deteriorare. |
 | Fișierele care trec prin această parte a procesului sunt uneori denumite „tratamente termice variabile”. |

