Mecanism de distribuție a gazelor - grup de supape
Conținut
Scopul și tipurile de sincronizare:
1.1. Scopul mecanismului de distribuție a gazelor:
Scopul mecanismului de sincronizare a supapelor este de a trece un amestec de combustibil proaspăt în cilindrii motorului și de a elibera gazele de eșapament. Schimbul de gaze se realizează prin deschiderile de admisie și de evacuare, care sunt sigilate ermetic de elementele curelei de distribuție, în conformitate cu procedura de funcționare acceptată a motorului.
1.2. Alocarea grupului de supape:
scopul grupului de supape este de a închide ermetic porturile de intrare și de evacuare și de a le deschide la ora specificată pentru timpul specificat.
1.3. Tipuri de sincronizare:
în funcție de organele prin care cilindrii motorului sunt conectați la mediu, centura de distribuție este supapă, bobină și combinate.
1.4. Compararea tipurilor de sincronizare:
temporizarea supapei este cea mai frecventă datorită designului său relativ simplu și funcționării sale de încredere. Etanșarea ideală și fiabilă a spațiului de lucru, obținută datorită faptului că supapele rămân staționate la presiune ridicată în butelii, oferă un avantaj serios față de o supapă sau o centură de distribuție combinată. Prin urmare, temporizarea valvei este din ce în ce mai folosită.

Dispozitiv de grup de supape:
2.1. Dispozitiv de supapă:
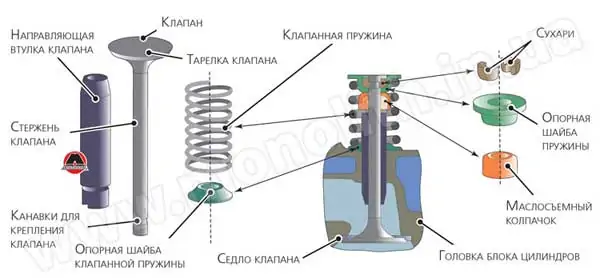
Ventilele motorului constau dintr-o tijă și un cap. Capetele sunt cel mai adesea formate plane, convexe sau în formă de clopot. Capul are o centură cilindrică mică (aproximativ 2 mm) și un șanț de etanșare de 45˚ sau 30˚. Centura cilindrică permite, pe de o parte, menținerea diametrului principal al supapei atunci când măcinăm șanțul de etanșare, iar pe de altă parte, creșterea rigidității valvei și, prin urmare, prevenirea deformării. Cele mai răspândite sunt supapele cu cap plat și un conic de etanșare la un unghi de 45˚ (acestea sunt cel mai adesea valve de admisie), iar pentru a îmbunătăți umplerea și curățarea cilindrilor, supapa de admisie are un diametru mai mare decât supapa de evacuare. Supapele de evacuare sunt adesea realizate cu un cap cu bile cu cupole.
Acest lucru îmbunătățește scurgerea gazelor de eșapament din cilindri și, de asemenea, crește rezistența și rigiditatea supapei. Pentru a îmbunătăți condițiile de îndepărtare a căldurii din capul supapei și pentru a crește nedeformabilitatea generală a supapei, trecerea dintre cap și tijă se face la un unghi de 10˚ - 30˚ și cu o rază mare de curbură. La capătul superior al tijei supapei, canelurile sunt realizate dintr-o formă conică, cilindrică sau specială, în funcție de metoda acceptată de atașare a arcului la supapă. Răcirea cu sodiu este utilizată într-un număr de motoare pentru a reduce stresul termic pe supapele de spargere. Pentru a face acest lucru, supapa este goală, iar cavitatea rezultată este umplută pe jumătate cu sodiu, al cărui punct de topire este de 100 ° C. Când motorul funcționează, sodiul se topește și trece prin cavitatea supapei, transferând căldura de la capul fierbinte la tija lichidului de răcire și de acolo la actuatorul supapei.
2.2. Racordul supapei la arcul său:
design-urile acestei unități sunt extrem de diverse, dar cel mai obișnuit este designul cu jumătate de con. Cu ajutorul a două jumătăți de con, care intră în canalele realizate în tulpina supapei, placa este presată, care ține arcul și nu permite demontarea unității. Se creează astfel o conexiune între arc și supapă.
2.3. Locația scaunului supapei:
În toate motoarele moderne, scaunele de evacuare sunt fabricate separat de chiulasa. Acestea sunt, de asemenea, utilizate pentru ventuze atunci când chiulasa este fabricată din aliaj de aluminiu. Când este din fontă, șaua este făcută în ea. Din punct de vedere structural, scaunul este un inel care este atașat la chiulasa într-un scaun special prelucrat. În același timp, uneori sunt realizate caneluri pe suprafața exterioară a scaunului, care, atunci când sunt presate pe scaun, sunt umplute cu materialul chiulasei, asigurând astfel fixarea lor fiabilă. Pe lângă prindere, fixarea se poate face și prin balansarea șa. Pentru a asigura etanșeitatea spațiului de lucru la închiderea supapei, suprafața de lucru a scaunului trebuie prelucrată în același unghi cu șamponul de etanșare al capului valvei. Pentru aceasta, șaurile sunt prelucrate cu unelte speciale cu unghiuri de ascuțire nu 15 nu, 45˚ și 75˚ pentru a obține o bandă de etanșare la un unghi de 45˚ și o lățime de aproximativ 2 mm. Restul colțurilor sunt realizate pentru a îmbunătăți debitul din jurul șei.
2.4. Ghiduri de supape Locație:
designul ghidurilor este foarte divers. Cel mai adesea, se folosesc ghiduri cu o suprafață exterioară netedă, care sunt realizate pe o mașină sanitară fără centru. Ghidurile cu o curea de retenție exterioară sunt mai ușor de fixat, dar mai greu de realizat. Pentru aceasta, este mai convenabil să faceți un canal pentru inelul de oprire din ghid în loc de centură. Ghidajele supapei de evacuare sunt adesea folosite pentru a le proteja de efectele oxidative ale fluxului de gaz de evacuare fierbinte. În acest caz, se realizează ghiduri mai lungi, restul acestora fiind amplasat în canalul de evacuare a chiulasei. Pe măsură ce distanța dintre ghidaj și capul supapei scade, deschiderea în ghidare de pe partea laterală a capului valvei se îngustează sau se lărgește în zona capului de supapă.

2.5. Dispozitiv arcuri:
în motoarele moderne, cele mai comune arcuri cilindrice cu pas constant. Pentru a forma suprafețele de susținere, capetele bobinelor arcului sunt reunite între ele și se freacă cu fruntea, în urma căreia numărul total de bobine este de două-trei ori mai mare decât numărul arcurilor de lucru. Bobinele de capăt sunt sprijinite pe o parte a plăcii și pe cealaltă parte a chiulasei sau blocului. Dacă există riscul de rezonanță, arcurile supapelor sunt realizate cu pas variabil. Cutia de viteze în trepte se îndoaie fie de la un capăt al arcului la celălalt, fie de la mijloc la ambele capete. Când robinetul este deschis, înfășurările se apropie cel mai mult de altele, ca urmare a reducerii numărului de înfășurări de lucru și crește frecvența oscilațiilor libere ale arcului. Aceasta elimină condițiile de rezonanță. În același scop, sunt folosite uneori arcuri conice, a căror frecvență naturală variază de-a lungul lor și este exclusă apariția rezonanței.
2.6. Materiale pentru fabricarea elementelor de grup de supape:
• Supape - Supapele de aspirație sunt disponibile în crom (40x), crom nichel (40XN) și alte oțeluri aliate. Supapele de evacuare sunt realizate din oțeluri rezistente la căldură cu un conținut ridicat de crom, nichel și alte metale de aliaj: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Scaune supape - Se folosesc oteluri rezistente la temperaturi ridicate, fonta, aluminiu bronz sau cermet.
• Ghidajele supapelor sunt medii dificil de fabricat și necesită utilizarea de materiale cu rezistență termică și uzură ridicată și conductivitate termică bună, cum ar fi fonta perlitică gri și bronzul aluminiu.
• Arcuri - realizate prin înfășurarea sârmei dintr-o stomă cu arc, de exemplu 65G, 60C2A, 50HFA.
Funcționarea grupului de supape:
3.1. Mecanism de sincronizare:
mecanismul de sincronizare este conectat cinematic la arborele cotit, deplasându-se sincron cu acesta. Centura de sincronizare se deschide și sigilează orificiile de intrare și ieșire ale cilindrilor individuali în conformitate cu procedura de operare acceptată. Acesta este procesul de schimb de gaze în cilindri.
3.2 Acțiunea unității de sincronizare:
Unitatea de sincronizare depinde de locația arborelui cu came.
• Cu arbore inferior - roți dințate drepte pentru o funcționare mai lină sunt realizate cu dinți înclinați, iar pentru funcționare silențioasă, inelul dințat este din textolit. Un angrenaj sau un lanț parazit este folosit pentru a asigura conducerea pe o distanță mai lungă.
• Cu ax superior - lanț cu role. Nivel de zgomot relativ scăzut, design simplu, greutate redusă, dar circuitul se uzează și se întinde. Printr-o curea de distributie pe baza de neopren intarita cu sarma de otel si acoperita cu un strat de nailon rezistent la uzura. Design simplu, funcționare silențioasă.
3.3. Schema de distribuție a gazelor:
Suprafața totală de curgere prevăzută pentru trecerea gazelor prin supapă depinde de durata deschiderii sale. După cum știți, la motoarele în patru timpi, pentru implementarea curselor de admisie și evacuare, este prevăzută o cursă de piston, care corespunde rotirii arborelui cotit cu 180˚. Cu toate acestea, experiența a arătat că pentru o mai bună umplere și curățare a cilindrului este necesar ca durata proceselor de umplere și golire să fie mai lungă decât cursele pistonului corespunzătoare, adică. deschiderea și închiderea ventilelor nu trebuie efectuate în punctele moarte ale cursei pistonului, ci cu o depășire sau întârziere.
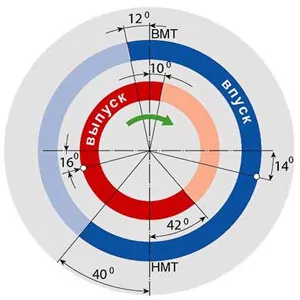
Timpii de deschidere și închidere a valvulelor sunt exprimați în unghiuri de rotație a arborelui cotit și se numesc sincronizare. Pentru o mai mare fiabilitate, aceste faze sunt realizate sub formă de diagrame de plăcintă (Fig. 1).
Supapa de aspirație se deschide de obicei cu un unghi de depășire φ1 = 5˚ – 30˚ înainte ca pistonul să atingă punctul mort superior. Acest lucru asigură o anumită secțiune transversală a supapei chiar la începutul cursei de umplere și astfel îmbunătățește umplerea cilindrului. Supapa de aspirație este închisă cu un unghi de întârziere φ2 = 30˚ - 90˚ după ce pistonul a depășit punctul mort inferior. Întârzierea închiderii supapei de admisie permite utilizarea amestecului de combustibil proaspăt pentru a îmbunătăți realimentarea și, prin urmare, a crește puterea motorului.
Supapa de evacuare se deschide cu un unghi de depășire φ3 = 40˚ – 80˚, adică. la sfârșitul cursei, când presiunea în gazele cilindrului este relativ mare (0,4 - 0,5 MPa). Ejecția intensivă a cilindrului de gaz, începută la această presiune, duce la o scădere rapidă a presiunii și a temperaturii, ceea ce reduce semnificativ munca de deplasare a gazelor de lucru. Supapa de evacuare se închide cu un unghi de întârziere φ4 = 5˚ - 45˚. Această întârziere asigură o bună curățare a camerei de ardere de gazele de eșapament.
Diagnosticare, întreținere, reparație:
4.1. diagnosticare
Semne de diagnostic:
- •Putere redusă a motorului cu ardere internă:
- Clearance redus;
- Montarea completă a supapei;
- Supape confiscate.
• Consumul crescut de combustibil: - Reducere liberă între supape și ascensoare;
- Montarea completă a supapei;
- Supape confiscate.
• Uzura motoarelor cu ardere internă: - Uzura arborelui cu came;
- deschiderea camerelor arborelui cu came;
- Distanță crescută între tulpinile valvei și bucșele supapei;
- Distanță mare între supape și ascensoare;
- fractură, încălcarea elasticității arcurilor de supapă.
• Indicator de presiune scăzută: - Scaunele supapelor sunt moi;
- Arcul de supapă moale sau rupt;
- Supapă arsă;
- garnitură a capului de cilindru ars sau rupt;
- Decalaj termic neajustat.
• Indicator de înaltă presiune. - Scăderea înălțimii capului;
Metode de diagnosticare a timpului:
• Măsurarea presiunii în cilindru la sfârșitul cursei de compresie. În timpul măsurării, trebuie îndeplinite următoarele condiții: motorul cu ardere trebuie încălzit la temperatura de funcționare; Bujii trebuie scoase; Cablul central al bobinei de inducție trebuie să fie ulei, iar robinetul de accelerație și ventilul de aer deschis. Măsurarea se face cu ajutorul compresoarelor. Diferența de presiune dintre buteliile individuale nu trebuie să depășească 5%.
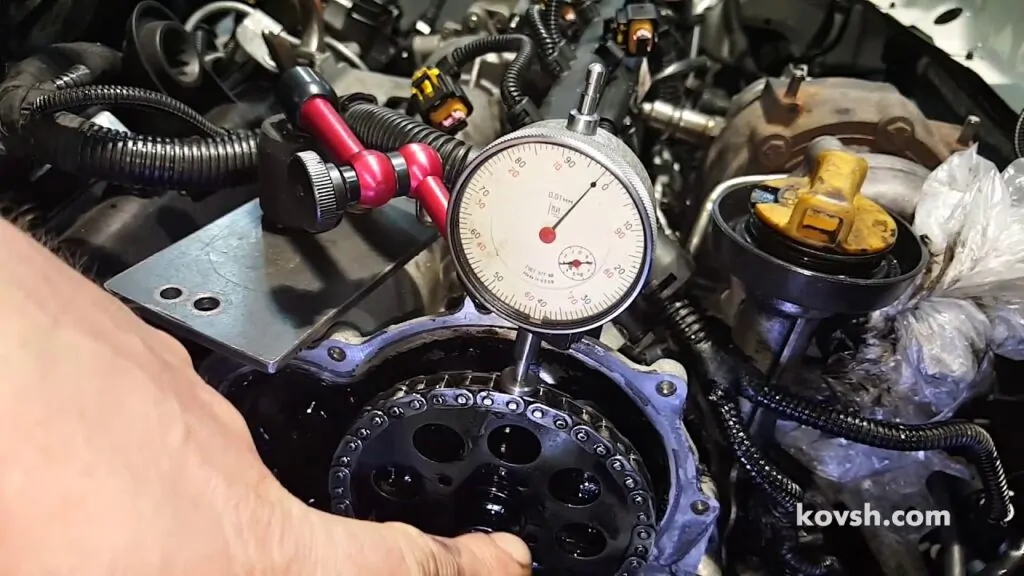
4.2. Reglarea spațiului termic în curea de distribuție:
Verificarea și reglarea golului termic se realizează cu ajutorul plăcilor manometrului în secvența corespunzătoare ordinii de funcționare a motorului, începând cu primul cilindru. Golul este reglat corect dacă gabaritul de grosime care se potrivește cu decalajul normal trece liber. Când reglați spațiul liber, țineți șurubul de reglare cu o șurubelniță, slăbiți șurubul, așezați placa de degajare între tulpina supapei și cuplajul și rotiți șurubul de reglare pentru a seta spațiul necesar. Apoi piulița de blocare este strânsă.

4.3. Repararea grupului de supape:
• Repararea supapelor - principalele defecțiuni sunt uzura și arderea suprafeței de lucru conice, uzura tijei și apariția fisurilor. Dacă capetele ard sau apar crăpături, supapele sunt aruncate. Tijele supapelor îndoite sunt îndreptate pe o presă manuală folosind o unealtă. Tijele supapelor uzate sunt reparate prin cronizare sau călcare și apoi măcinate la dimensiunea de reparație nominală sau supradimensionată. Suprafața de lucru uzată a capului supapei este șlefuită până la o dimensiune de reparație. Supapele sunt lipite de scaune cu paste abrazive. Precizia măcinarii este verificată prin turnarea kerosenului pe supapele cu balamale, dacă nu se scurge, atunci măcinarea este bună timp de 4-5 minute. Arcurile supapelor nu sunt restaurate, ci înlocuite cu altele noi.
Întrebări și răspunsuri:
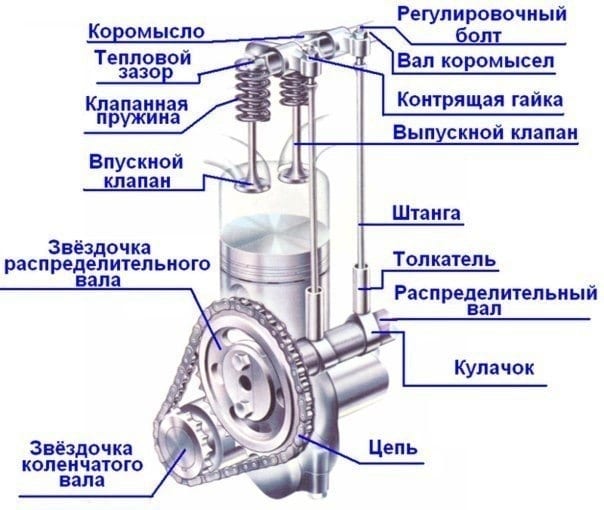
Ce este inclus în mecanismul de distribuție a gazelor? Este situat in chiulasa. Designul său include: un pat de arbore cu came, un arbore cu came, supape, culbutori, împingătoare, ridicători hidraulici și, la unele modele, un schimbător de fază.
ДPentru ce este sincronizarea motorului? Acest mecanism asigură furnizarea în timp util a unei porțiuni proaspete din amestecul aer-combustibil și îndepărtarea gazelor de eșapament. În funcție de modificare, se poate modifica temporizarea distribuției supapei.
Unde este amplasat mecanismul de distribuție a gazelor? Într-un motor modern cu ardere internă, mecanismul de distribuție a gazului este situat deasupra blocului cilindrilor din chiulasă.
